
This modification provides several important manufacturability and performance advantages:
1. Improved fixturing stability by adding a 1–2 mm straight cylindrical base
The original design had the curved lens surface extending directly to the outer edge, making it difficult to align and clamp during machining.
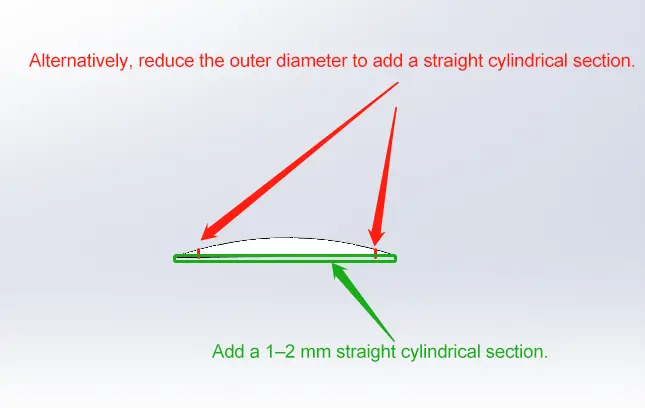
By introducing a small straight cylindrical section:
The part can be reliably located using a 3-jaw chuck, custom fixture, or V-block
Concentricity is easier to control
Cutting forces become more stable, reducing vibration
The curved surface is machined more consistently with minimal runout
Result: higher machining stability and accuracy.
2. Reduced risk of tool interference and improved toolpath control
Slightly reducing the outer diameter creates a safe transition between the curved surface and the clamping diameter.
Benefits include:
A clear and safe entry/exit zone for the cutting tool
Lower chance of tool interference or collisions near the edge
Smoother toolpath programming and more predictable cutter compensation
Cleaner contour with fewer burrs or edge defects
Result: safer machining and cleaner surface quality.
3. Easier inspection with a defined reference surface
Curved surfaces are inherently difficult to measure.
The added straight cylindrical land provides:
A repeatable reference for diameter, roundness, and concentricity
A stable baseline to verify the relative position of the lens profile
More consistent quality control during production
Result: improved inspectability and dimensional consistency.
4. Increased edge strength and reduced risk of chipping
If the curved lens surface extends to the very edge, the rim becomes thin and fragile, leading to:
Deformation during cutting
Edge chipping
Burrs or rolled edges
With a straight cylindrical band:
The edge thickness is increased
The part is more resistant to damage during machining
Handling and assembly become safer and more reliable
Result: higher robustness and fewer defects.
5. No impact on optical / RF performance
The modifications only affect the outer mechanical boundary, not the functional lens profile.
The central curved region—which determines optical or mmWave/THz behavior—remains unchanged.
Result: improved manufacturability without compromising performance.
Summary
The updated lens geometry provides:
Better clamping stability
Safer and cleaner machining
More reliable inspection
Higher structural strength
Increased yield and lower production risk
No functional performance impact
This is a textbook example of DFM (Design for Manufacturability):
a small structural adjustment that significantly enhances machining feasibility while keeping optical/RF performance intact.