
In the millimeter-wave and sub-THz world, most machining vendors cannot achieve true R = 0 corners at waveguide apertures—let alone surface quality surpassing slow-wire EDM.
This challenge has remained unresolved at scale for decades because it lies at the intersection of mechanical geometry, material behavior, stress control, and electromagnetic performance.
Why Typical Machine Shops Cannot Achieve R = 0
1. Tool tips have intrinsic radius—physically impossible to be zero
Micro end mills inherently have a minimum tool-tip radius.
Typical values in conventional shops: 0.04–0.15 mm,
which makes mathematical sharp corners physically unachievable.
2. High local stress causes chipping, rounding, and burrs
At internal corners, toolpaths induce instant lateral force peaks.
Standard machines and fixtures cannot maintain tool stability, resulting in:
Corner rounding (increased R)
Burr formation
Wall thickness inconsistency
RF performance degradation
3.Why Slow-Wire EDM Still Fails for High-Frequency Requirements
Many engineers assume:
“Just use wire EDM—EDM gives a perfect sharp corner.”
But in high-frequency structures, EDM’s advantages turn into critical drawbacks.
1. EDM achieves geometric corners, but not RF-grade surface finish
Typical slow-wire EDM surface roughness:
Ra = 0.8–1.2 μm (fine settings)
However, high-frequency fields are extremely sensitive to metal wall roughness.
EDM textures introduce loss, scattering, and mode impurity.
2. EDM creates a heat-affected (recast) layer
Electrical discharge inherently forms:
Recast layer
Micro-pitting
Altered surface metallurgy
These are unacceptable in mmWave/THz waveguides.
What we need is RF-level corners, not machining-level corners.
THZ Precision’s Solution: Making R = 0 a Repeatable, Scalable, Performance-Critical Capability
We do not “force” tool radius to zero.
Instead, we apply a complete RF-aware manufacturing system to create effective sharp corners with superior surface integrity.
Step 1 — RF-Aware Geometry Prioritization
Before machining begins, we evaluate:
Which channels are most mode-sensitive
Which corners require true geometric R = 0
Where 0.005–0.01 mm tolerance is acceptable without EM degradation
Local field-boundary coupling behavior
While standard machine shops see geometry,
we analyze the electromagnetic consequences behind the geometry.
Step 2 — Custom Micro-Tooling for Sharp-Corner Formation
We use non-standard micro-tools:
Ø0.1–0.2 mm micro end mills
Custom tool-tip angle
Ultra-short helix geometry
Specialized coatings
Near-zero effective tool-tip radius
Combined with toolpath strategies that avoid lateral shock loading, ensuring no chipping, no secondary rounding, no tool vibration.
Sharp corners are designed, not “cut by luck.”
Step 3 — Layered Micro-Milling
Conventional machining uses “one-pass” cutting.
We use multi-stage removal:
Rough → Semi-finish → Finish → Super-finish
Material removal per pass: 5–10 μm
Stress-minimized toolpath planning
This yields stable, controlled edges:
no deformation, no collapse, no rounding.
Step 4 — High-Frequency Surface Conditioning
To surpass EDM-quality by 2–3 grades, we apply:
Ultra-fine corner clearing
Deburring without geometric modification
Micro-scale edge tuning
Local field-current path smoothing
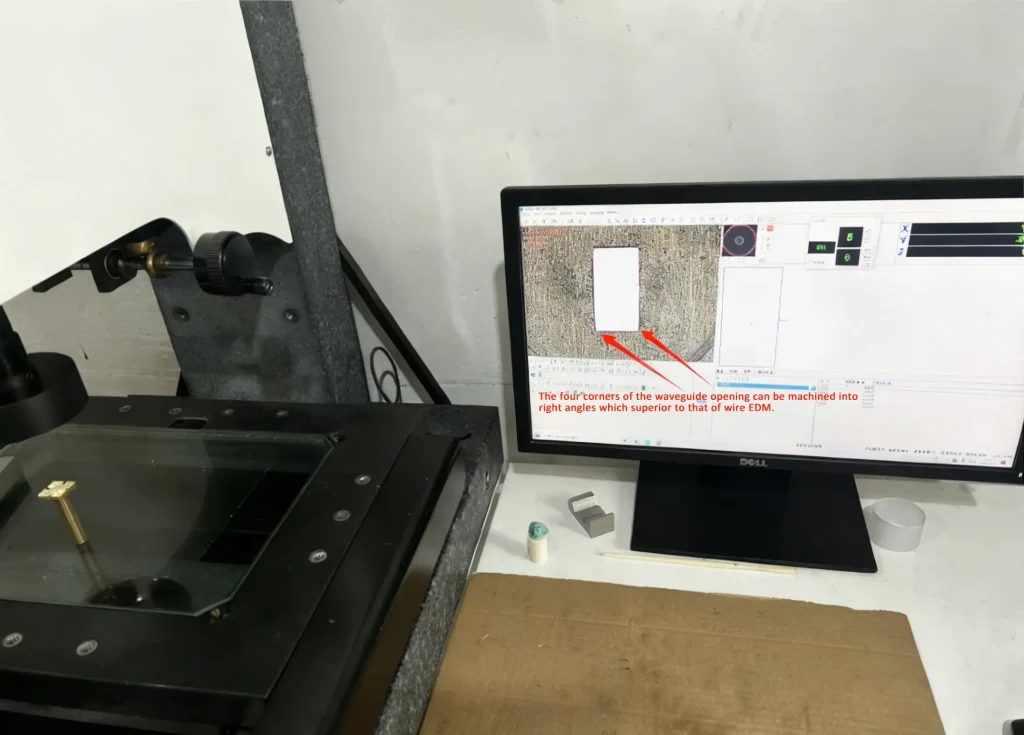
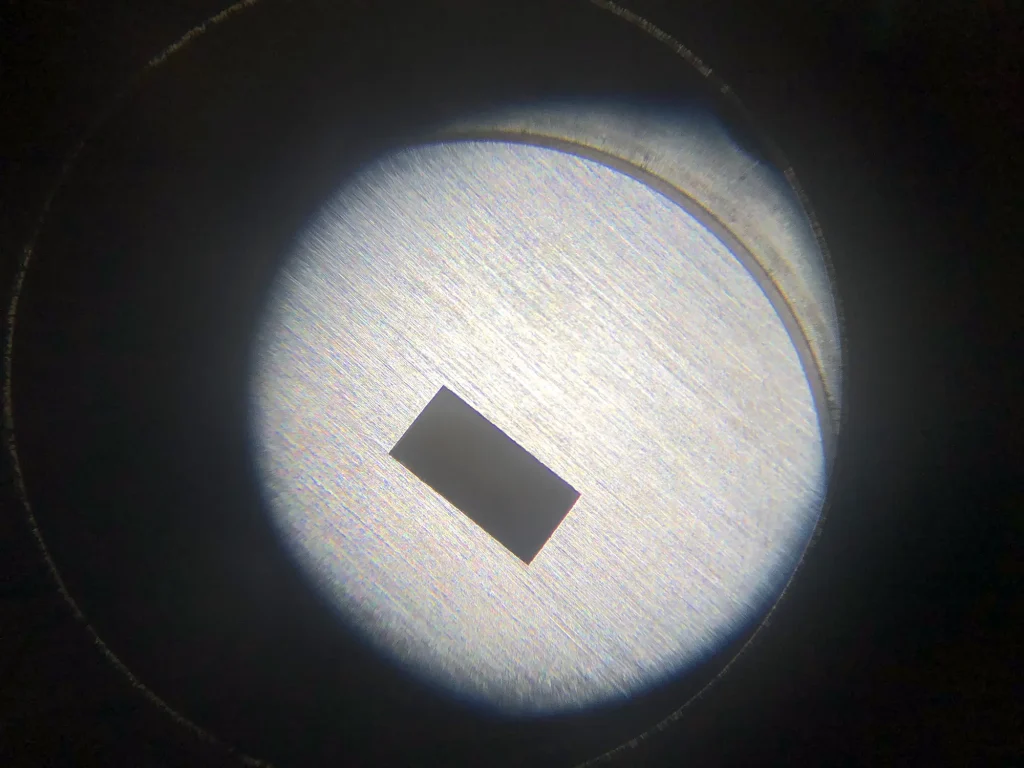
Final Results (Verifiable, Repeatable, and Scalable)
1. True Sharp Corners (R = 0)
Under 50–200× microscopy:
Clean and sharp edges
No measurable rounding
No chipping
No edge collapse
2.Surface Integrity Superior to Slow-Wire EDM
Ra = 0.1–0.2 μm
High surface uniformity
Reduced high-frequency loss
Improved current distribution
3.Stable RF Test Performance
S11 smoother
Lower ripple and sidelobes
Better batch-to-batch consistency
Reduced measurement variation
Why This Capability Is Unique to THZ Precision
Because we are not a machining vendor.
We are a manufacturer who understands high-frequency structures.
Our process ensures:
Geometric accuracy → Stress accuracy → Assembly accuracy → RF accuracy → Batch consistency
This transforms high-frequency structures into:
manufacturable, testable, and scalable products.
R = 0 is not a machining action.
It is a manufacturing philosophy for high-frequency engineering.
It demands an integrated understanding of:
Electromagnetic fields
Material stress
Tool dynamicsR = 0 is not a machining action.
It is a manufacturing philosophy for high-frequency engineering.
It demands an integrated understanding of:
Electromagnetic fields
Material stress
Tool dynamics
Surface integrity
Assembly behavior
This is the fundamental difference between THZ Precision and standard machining shops.
And this is why we consistently achieve:
Sharper corners, cleaner surfaces, and more stable RF performance—far beyond what slow-wire EDM can offer.
Pingback: 14 Actionable Ways to Reduce CNC Machining Costs - THZ Precision | High-Precision RF & THz Machining